




(3)熔接前,必須除去管材和管件連接端面的污物,保證其清潔、干燥、無油;
(4)熱熔時(shí)控制好熱熔深度,減少縮徑率;
(5)熔接彎頭或三通時(shí),應(yīng)注意其方向,可在管件和管材的直線方向上,用輔助標(biāo)志,明確其位置;
(6)加熱時(shí),應(yīng)無旋轉(zhuǎn)地把管端導(dǎo)入加熱套內(nèi),插入到規(guī)定深度,同時(shí),無旋轉(zhuǎn)地把管件推到加熱頭上,達(dá)到規(guī)定深度,加熱時(shí)間應(yīng)滿足要求
鍍鋅圓管



鍍鋅鋼管是將鋼管浸泡在鋅液中,經(jīng)酸洗等處理后,鋼管表面覆蓋鋅層的鋼管。而襯塑鍍鋅鋼管是將鋼管行內(nèi)壁噴塑,再進(jìn)行鍍鋅工藝處理而制成的一種耐腐蝕性更強(qiáng)的鋼管。應(yīng)用區(qū)別
普通鍍鋅鋼管主要應(yīng)用于建筑、橋梁等領(lǐng)域。而襯塑鍍鋅鋼管由于內(nèi)襯材料多為聚乙烯,因此可用于給水、燃?xì)獾阮I(lǐng)域。
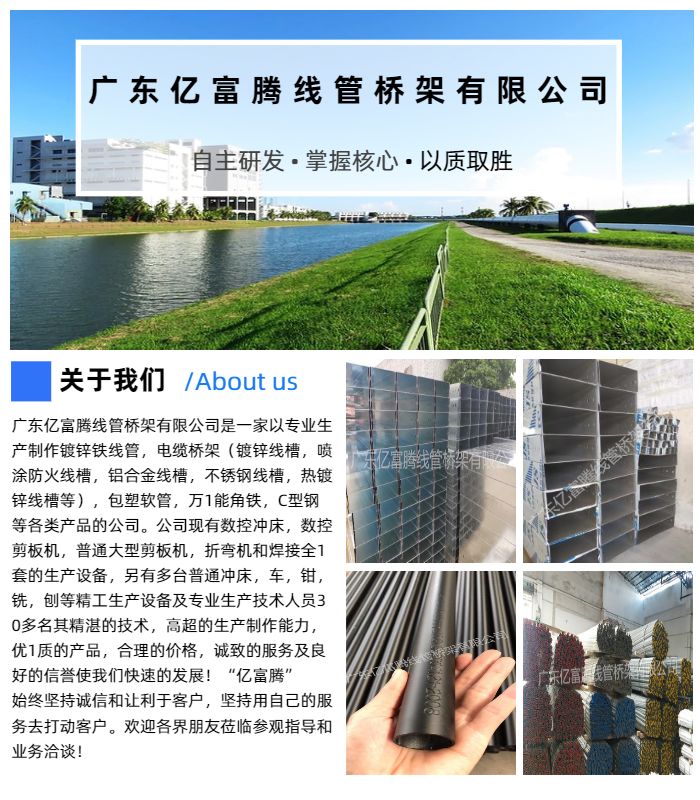
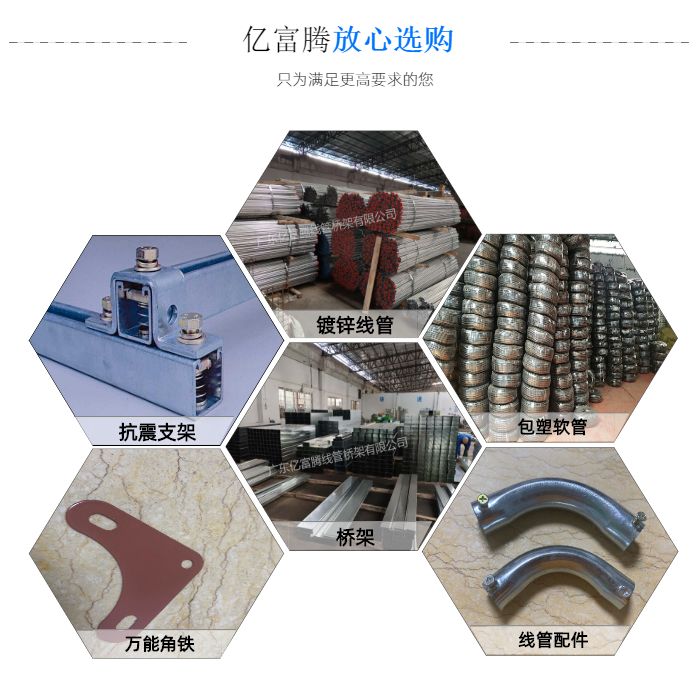
鍍鋅圓管 廣東億富騰線管橋架有限公司是一家以生產(chǎn)制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產(chǎn)品的公司。鍍鋅圓管服務(wù)熱線。
廣東億富騰線管橋架有限公司是一家以生產(chǎn)制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產(chǎn)品的公司。鍍鋅圓管服務(wù)熱線。一、鍍鋅管及夾具在熱處理前均應(yīng)清除油污、殘鹽、油漆等外來物;
二、在真空爐中使用的夾具,應(yīng)預(yù)先在不低于工件所要求的真空度下進(jìn)行除氣凈化處理;
三、在熱處理過程中易變形的工件,應(yīng)在夾具上進(jìn)行加熱。預(yù)熱的方法有:一次預(yù)熱為800℃,二次預(yù)熱為500-550℃和850℃,一次預(yù)熱升溫度速度應(yīng)有限制
鍍鋅圓管


 在線客服
在線客服 13302931408
13302931408 1058553806@qq.com
1058553806@qq.com


